江戸時代における「型紙」の主要産地は伊勢、京都、江戸、会津でした。
この4つの地域で独占的に作られた型紙は、行商人の手によって全国の藍染めを生業とする紺屋(こんや)に売りさばかれてきました。
1000年以上の歴史を持つとされる伊勢型紙(いせかたがみ)は、三重県鈴鹿市の白子町と寺家町、江島地区が古くから産地として有名でした。
小紋や中形、友禅型や注染の手拭い型(手拭中形)など、各種の型紙が製作されていました。
現在では需要の減少とともに、数少ない担い手によってのみ生産され、国内で流通する伊勢型紙のほとんどが鈴鹿市の白子地区で作られています。
伊勢型紙(いせかたがみ)とは?
伊勢型紙の需要が多かった時代の型紙生産の基本的な流れとしては、まず全国の呉服問屋から型紙模様(文様)の注文を受けた形屋は、模様(文様)の下絵と型を彫る地紙を彫り師に届けて彫刻してもらいます。
彫られた型紙は、張り屋で紗張り(糸入れ)をされて完成し、その後形屋から問屋、そして型付け職人に届けられていました。
型紙の彫刻は、型彫り職人が行う場合は、一彫りと言って7〜8枚の地紙を重ねて彫るのが一般的でした。
目次
型紙に用いる紙

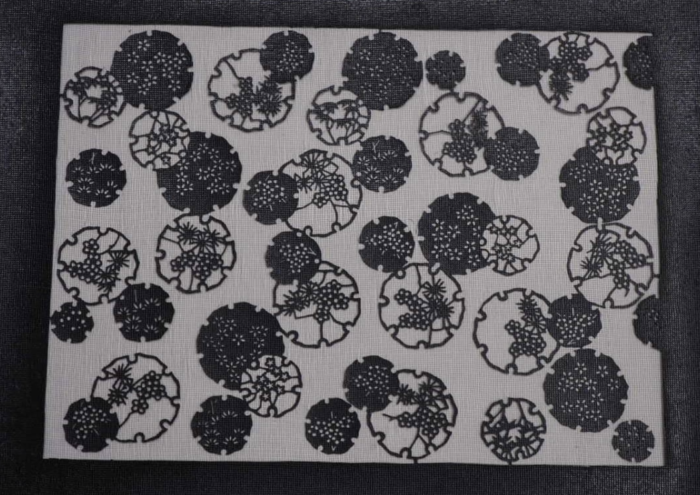
菊花文(きっかもん),伊勢型紙
型紙を彫る地紙は、従来、楮の木の皮である楮皮の手すき和紙を3枚重ね、柿渋で張り合わせて作られました。
楮は高知県のものが木目が密で良いとされ、手すき和紙は岐阜県の美濃和紙が用いられました。
柿渋は、長野県の信濃柿を醸造し、3〜5年寝かせたものが良質とされました。
地紙製造の流れとしては、柿渋を用いて、2枚か3枚を交互に貼り合わせて檜製の長板に張り、天日乾燥します。
これを密閉した部屋に入れ、おがくずの煙で10日間ほど燻します。
部屋から取り出し、もう一度紙に柿渋を塗り、天日乾燥して再び部屋にいれ、10日間ほど燻します。
これを部屋から取り出し、汚れを取り除き、約半年ほど寝かせて出来上がりました。
伊勢型紙の彫刻技法
型紙の彫刻技法は、彫刻刀の種類という観点から「錐彫り」、「道具彫り」、「小刀彫り」の3種類に大別できます。
これをさらに細分化すると、小刀彫りには、「突彫り」、「引彫り(縞彫り)」があります。
彫り方の観点から分類すると、錐彫り、突彫り、道具彫り、引彫り(縞彫り)の4種に分ける場合もあります。
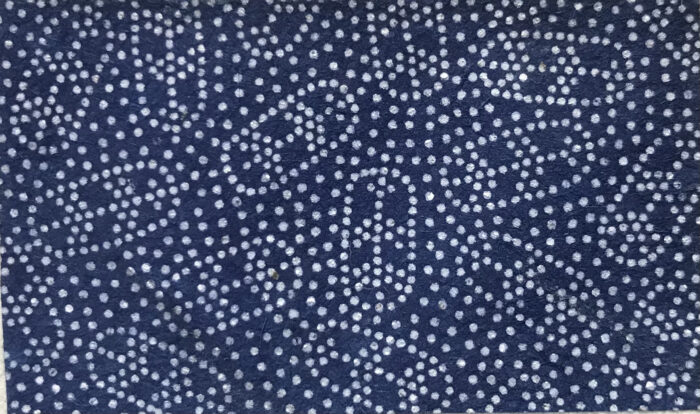
錐彫り(きりぼり)
-700x502.png)
錐彫りされた伊勢型紙,小紋
錐彫りとは、型紙の彫刻技法のなかでは最も古くから伝えられている技法で、地紙に円形の穴を連続して文様を掘り上げます。
錐彫りの彫刻刀は、丸の大きさがさまざまです。
半円形の小さい錐を指頭で回転させて、細かい円形を抜いて柄を彫っていきます。
錐彫りを代表する文様としては、「(江戸小紋三役(錐小紋の三役)」と呼ばれる「鮫(小紋)」、「行儀(小紋)」、「通し(小紋)」があります。
「行儀(ぎょうぎ)」,江戸小紋,伊勢型紙
「行儀(ぎょうぎ)」,江戸小紋,伊勢型紙
ちなみに上記の三役に加えて、「大小霰」と「万筋(縞)」を加えた5つの文様をまとめて、「江戸小紋五役」という表現があります。
彫りあがった型紙は、白目と黒目に分けられます。
白目は、錐穴がムラなく掘られて型紙が白くみえることその名前があり、彫るのも難しいですが、染めるのにも高度な技術が要求されます。
関連記事:江戸小紋の三役と五役。鮫・角通し・行儀・大小霰・万筋について
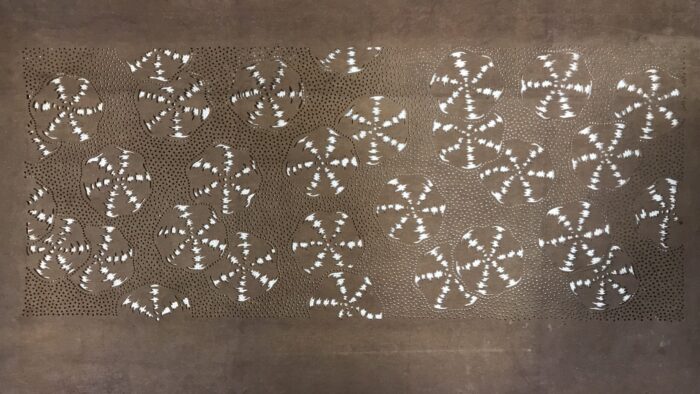
道具彫り(どうぐぼり)
道具彫りで彫られた伊勢型紙を使用して染色された布
道具彫りは、「ゴットリ」とも呼ばれ、道具彫りで地紙を掘り抜いて出るくずを「ゴットリ」や「メクソ」と呼んだことからきています。
角通し、鱗、小花など、文様の形に作られた彫刻刀で、型紙を垂直に掘り抜く技法です。
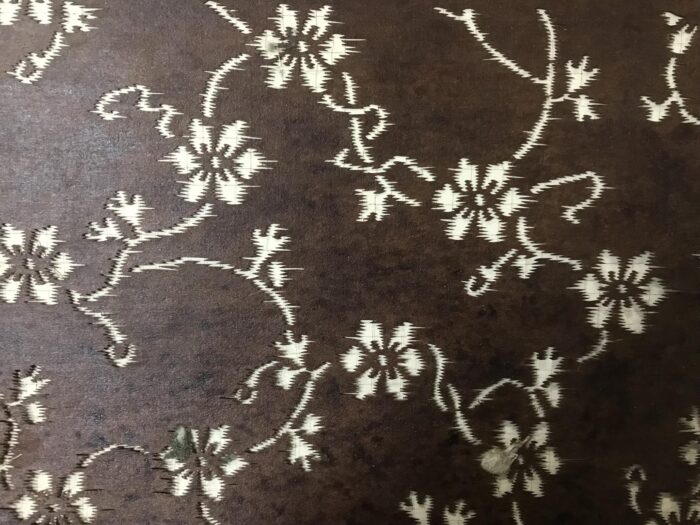
道具彫りは、桜や菊の花びら、三角や四角などの文様を一単位と考えます。
-700x580.png)
伊勢型紙,桜の花模様(文様),道具彫り
このため、型紙を彫る前に、道具彫りに必要な彫刻刀の刃の形を制作する必要がありました。
道具彫りの彫刻刀は、「ニオイ」と「カサ」と呼ばれる2つの刃を組み合わせて作られます。
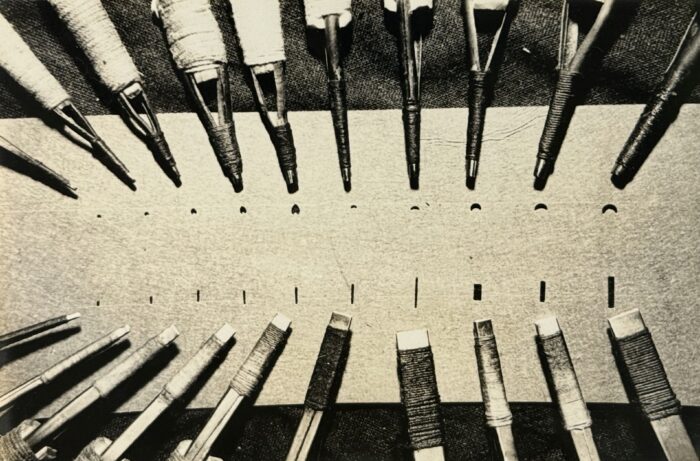
道具彫りの彫刻刀と彫り柄
道具彫りは、文様の単位数だけ道具をそろえないといけなかったことから、道具彫り職人は、道具作りが最も重要な仕事ともいえ、道具の数は、職人の型彫り経験の深さを物語っていました。
経験の多い職人だと、3,000本もの彫刻刀を保有していたようです。
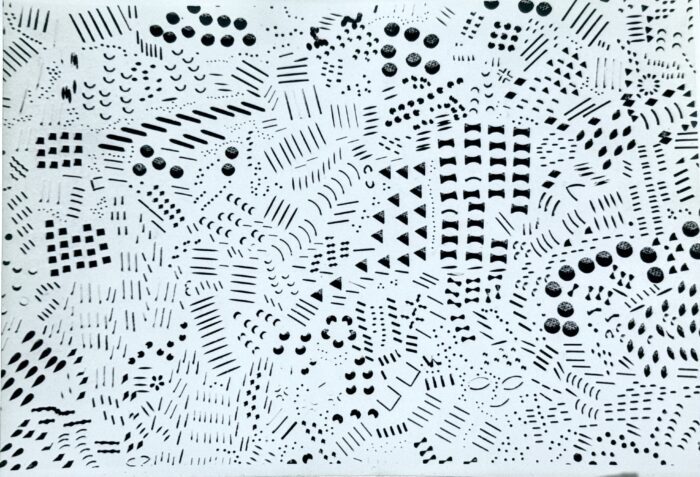
道具彫り,彫り柄の種類一覧
小刀彫り(こがたなぼり)
引彫り(縞彫り)

伊勢型紙 引彫り(縞彫り)
引彫りは、定規を型紙に当てながら、千筋や万筋のような極めて細い縞を、小刀を手前に引いて彫りあげる技法です。
引彫りは、筋や縞文様を彫るために開発された技法で、2種類の方法があります。
一つは、一丁の小刀で一本ずつ線を彫る方法で、もう一つは刃を二本平行に組んで一度に二本の線を彫る二丁引の方法があります。
縞を彫るにはあらかじめ地紙に縞文様の幅に合わせて印(印は星と称した)を入れて、印に定規を合わせて、右側から順に引彫りしていきます。
引彫りは、一息で引き切るのが重要です。
曲線文様は、地紙を彫刻刀で引き破る可能性があるため、筋の中間部分に吊りを彫り残して三段に分けて彫ります。
そして、型紙の文様がずれないように絹糸で補強する「糸入れ」の作業を行い、彫り終えた型紙は吊りを切り落として完成します。
もっとも細い縞は、3.3cmの間に25本もの縦線が入ったそうです。

伊勢型紙 縞彫り

伊勢型紙,縞彫り
突彫り(つぎぼり)
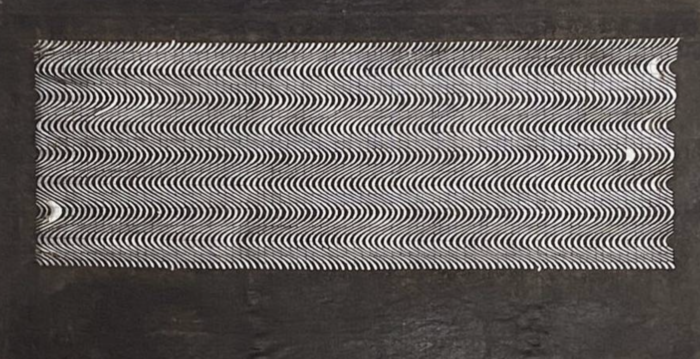
伊勢型紙,よろけ縞
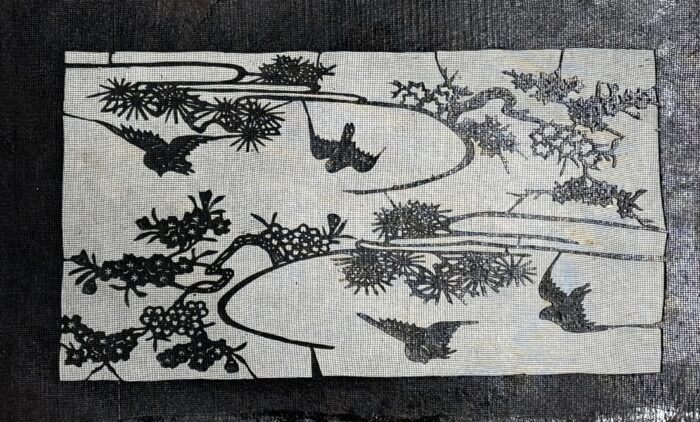
突彫りは、絵模様を彫る技術です。
小刀の刃先に左手の人差し指の爪を当てて彫り進める方向を定め、右手で彫刻刀を上下させて突き切って刻んでいきます。
突彫りの技法は、「矢羽根」や「よろけ縞」など、文様を彫るのに用いられました。
突彫りは、当て場という机の上に敷板を置き、この上で数枚の地紙を重ねて彫ります。
伊勢型紙を補強する技術
縞柄や白場が少なくなる地白文様の型紙の場合、地紙のつなぎが不安定なので、型付けの際に文様がずれてしまうことがありました。
型紙を補強する場合、「糸入れ(いといれ)」と「紗張り」が用いられていましたが、現在では紗張りの技法がもっぱら用いられています。
糸入れ(いといれ)

老松(おいまつ)模様(文様),「糸入れ」された伊勢型紙
伊勢型紙のうち、縞柄や突彫りで彫られた大胆な柄は、掘り抜いた空間が多い場合があり、そのままでは型紙が安定せず、糊を置くことも難しいため、「糸入れ」がおこなわれました。
型紙の空間に経緯、あるいは筋違いに繋ぎの細い生糸を入れて強化していたのです。
糸入れを必要とする文様は、あらかじめ糸入れ用の特殊な地紙に彫りました。
糸入れ用の地紙は、薄い上紙と厚い台紙が張り合わせてあり、彫り師は文様がくずれないように吊りを残しながら型紙を彫りあげます。
その後、上紙と台紙をはがして糸を挟み込み文様を固定し、後に彫り残した吊りを切り落として仕上げました。

「糸入れ」された伊勢型紙
糸入れする場合には、絹糸を糸掛枠の竹釘に、型紙の文様に応じて糸を掛けておき、ゲス板という底板にゲス紙を敷いた上に台紙を張り、これに柿渋を塗り、さらに糸掛した枠を乗せて、再び柿渋を塗ります。
この後、上紙の文様がくずれない様に張り合わせ、絹糸と地紙文様の間にたまった柿渋のカスを息で吹き飛ばし、和紙で裏付けして枠と一緒に乾燥させるとできあがりです。

「糸入れ」された伊勢型紙
紗張り(しゃばり)
「紗張り」された伊勢型紙
「紗張り」された伊勢型紙
紗張りは、型紙を補強する技法で「糸入れ」に変わる大きな発明でした。
昭和54年(1979年)、三重県の『伊勢型紙業界産地診断報告書』によると、紗張りの技術は、大正10年(1921年)に富山県高岡市の染色業者であった井波義兵衛氏の発案、特許によるものとされ、白子地区では昭和2年〜3年(1927年〜1928年)ごろから取り入れられ急速に広まっていきました。
当初は紗張りに証書を貼る必要があったようでしたが、昭和5年(1930年)頃には、自由に紗張りを行っていたようです。
紗張りの普及は「糸入れ」以外にも、追掛型にも影響しています。
追掛型は、二枚型とも呼ばれ、複雑な文様を一枚の型紙で彫り表すことができない場合に、二枚に分けて彫ることを表します。
紗張りの技法によって、追掛型を作る必要がなくなったのです。
紗張りは、型紙の補強技術として手頃なうえ、従来の糸入れよりも手間がかからないため、急速に普及していき、紗張りを専門に仕事をする「張り屋」も生まれました。
追掛型の注文が減ったことで、地紙の消費量もその分減ったのです。

「紗張り」された伊勢型紙
伊勢型紙の模様(文様)における工夫
伊勢型紙の模様(文様)表現においては、型紙を彫ってデザインするという制約の中で、さまざまアイデアが出され、工夫が行われてきました。
絞り染めの柄を型染めで表現する
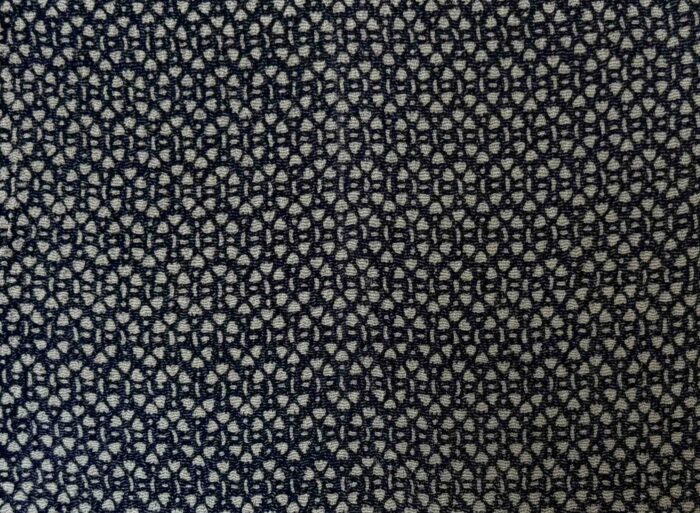
絞り染めの柄に彫られた伊勢型紙
絞り染めの柄をあえて型染めで表現するために、型紙が彫られることがありました。
絞り染めとは、部分的に布に染まらない部分を作る防染の技術で、布の一部を糸で強く巻き締める「巻締め」や、針と糸で布を縫い、その糸を引き締めることによって防染する「縫締め」と呼ばれるものが基本的な技法です。
型染めで絞り染めの柄を表現した理由には、絞り染めの手間を省くためと、絞り染めでは表現できないような「絞り柄」を型染めを用いることで表現できる点が挙げられます。
関連記事:型染めで絞り染めのような柄を表現する技法
絣織物の模様(文様)を型染めで表現する

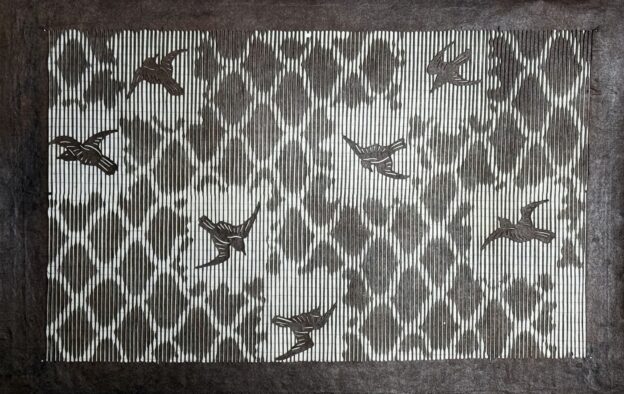
絣柄に彫られた伊勢型紙,絣型染(かすりかたぞめ)
絣織物の模様(文様)をあえて型染めで表現するために、型紙が彫られることがありました。
絣織物は、糸をヒモで括って部分的に防染した絣糸を用い、織りによって絣の模様(文様)を表現するのが通常の絣の織物です。
絣の産地がなかった東北地方においては、あえて絣形に彫られた型紙を使用した型染めを行うことで、「絣模様」を表現するというような工夫もされていました。
型染めで絣織物の柄を表現した理由としては、絣織物の柄よりも模様がきれい(シャープに)に仕上がるところと、大量生産が可能な型染めで絣の織物を再現することで、手間と労力を大きく抑えられた点が挙げられます。
関連記事:型染めで絣模様を表現する絣型染(かすりかたぞめ)。絣形に彫られた型紙を使用した型染め技法について
絣柄に彫られた伊勢型紙,絣型染(かすりかたぞめ)
伊勢型紙の歴史
伊勢型紙は、三重県鈴鹿市の白子町と寺家町、江島地区を中心に生産され、古くから小紋型や友禅型、手拭い型などが製作されていました。
型紙に用いる和紙や染色の産地からも離れたこの地で、なぜ型紙が生産されるようになったのか、その起源は定かではありません。
古くは白子を中心として紡績工業地帯が広がっていたとされ、この経済的な環境要因が型紙が、この地で産業的に発達していった理由のひとつとして挙げられます。
延喜年間(901年〜923年)に「型屋」といわれた型紙業者が4名存在していたと書かれた「型売共年数年暦控帳」という古い覚え書きが残っています。
承徳年間(1097年〜1099年)には20名、応長(1311年〜1312年)から 正和(1312年〜1317年)の頃には50名ほどになっていたようです。
型染めが大きく発展したのは室町時代頃からとされ、この頃に輸入された木綿が各地で栽培されるようになり、衣料として綿織物の需要が大きくなるのにしたがって、模様加工としての型染めも広がっていったと考えられます。
全国的な販売網をもち、売り込み先を国別にして業者の数を制限した「株組織」を結ぶほど、商業機構が整ってきていました。
白子に残る文献によると、安土桃山時代の文禄4年(1595年)には、すでに120軒ほど型紙を売る型屋があったと記されています。
江戸時代の伊勢型紙
明治維新期に、明治政府がそれまでの藩を廃止して地方統治を中央管下の府と県に一元化した行政改革である廃藩置県(1871年)を行う以前は、三重県は「伊勢国」と呼ばれていました。
江戸時代に伊勢国を治めた紀州藩によって、型紙は特産品として保護を受けます。
型紙商人たちの活躍によって、型紙の制作における高い技術と型紙の流通販売の権利を独占し、全国に伊勢型紙を普及させていきました。
同じように保護を受けて全国に流通していた商品の例として、阿波国の藍玉が挙げられます。
現在の徳島県にあたる徳島藩では、藍商人と呼ばれる存在が藩から保護を受けていました。
藍の原料を作る藍師から買い集められた藍玉は、藍商人の元に集められ、大阪や江戸の藍問屋に送り出される流通経路が確立していました。
阿波藩は藍商人に販売独占の特権を与え、その代わりに税を課すことによって財政を潤そうとしたりするなどの流通統制をし、藍商人は富を蓄えるようになったのです。
関連記事:日本における藍染の歴史。藍作・藍染が発展し、衰退していった背景について
伊勢の話に戻り、他国(他の藩)の人からは、「伊勢国」で作られる型紙は「伊勢の型紙」として知られ、次第に「伊勢型紙」という固有名詞になったと考えられます。
江戸時代に武士の裃に用いる小紋を一手に製作していたため、特に小紋型が発達しました。
江戸小紋(えどこもん)
明治時代以降の伊勢型紙
特権を与えられた伊勢型紙は明治維新を迎え、他の伝統的な産業と同じように藩の保護を失い、大きな打撃を受けました。
昭和に入り、第二次世界大戦を経て大きく衰退しましたが、戦後、再興され、昭和27年(1952年)には国の重要無形文化財に指定されました。
昭和30年(1955年)には、「錐彫」、「引彫」、「突彫」、「道具彫」、「糸入れ」の5部門が技術指定を受け、6名の人が技術保持者(人間国宝)に指定されました。
現在では、需要の減少とともに、本来の用いられ方である染め型紙としての伊勢型紙の用途だけではない使い道も考えられ、照明器具や壁に飾れる作品など、インテリアとして用いられるような商品が開発されています。
伊勢型紙を学ぶためのおすすめ本
伊勢型紙を学ぶためのおすすめできる本としては、まず、2015年に伊勢型紙技術保存会によって出版された『図録 伊勢型紙』が挙げられます。
また、加茂瑞穂(著)『ニッポンの型紙図鑑』は、型紙に彫られた模様(文様)の意味や特徴が「季節と自然」、「吉祥・豊かさ」「幾何学・連続する文様 」「人とモノの関係」などをテーマに美しい図解と共に記されています。
【参考文献】
- 伊勢型紙技術保存会『図録 伊勢型紙』2015年
- 『重要無形文化財 染型紙の話』(発行)鈴鹿市役所
- 『埼玉県民俗工芸調査報告書 第1集 長板中型』
- 加茂瑞穂(著)『ニッポンの型紙図鑑』